Case Study: Optimizing Tea Residue Separation for a Beverage Producer
LW450x1845C Decanter Centrifuge Delivers Efficient Tea Residue Separation for Sustainable Production
Project Background
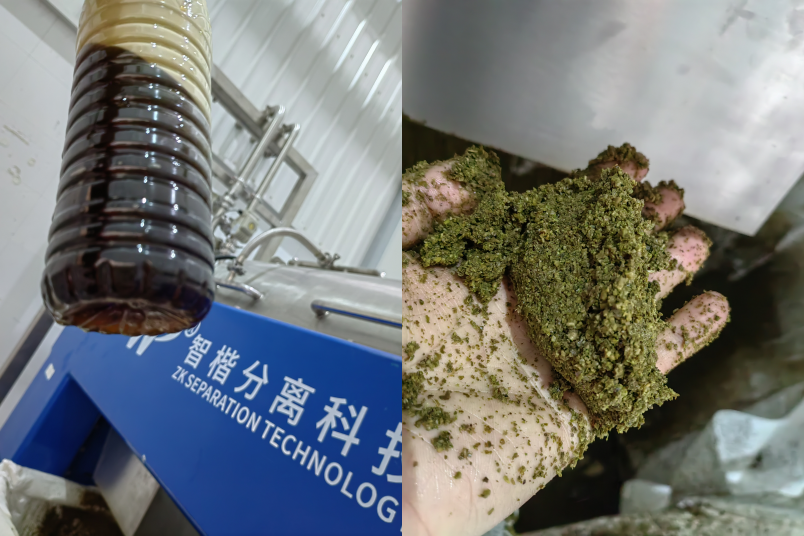
For a prominent tea beverage company, managing the substantial volumes of tea residue from their extraction and brewing processes was a constant challenge. The waste's high moisture content and fine particles created significant disposal and environmental hurdles. When their traditional separation methods fell short, they sought a more efficient and cost-effective solution for waste management.
Customer Challenges
- High moisture content in tea residue leading to increased disposal volumes and costs
- Fine particle size making separation difficult with conventional methods
- Continuous production demands requiring stable, high-capacity processing equipment
- Environmental compliance requirements for waste discharge and disposal
- Need for automated operation to reduce labor costs and improve consistency
ZK SEPARATION Solution
Based on comprehensive analysis of the tea residue characteristics and production requirements, we recommended the LW450x1845C two-phase decanter centrifuge. This solution is specifically engineered for solid-liquid separation in food processing applications, ensuring optimal performance for tea residue dewatering.
Solution Implementation
-
Process Analysis & Optimization
Comprehensive analysis of tea residue characteristics including particle size distribution, moisture content, and flow properties to optimize separation parameters
-
Hygiene System Integration
Implementation of CIP (Clean-in-Place) systems and food-grade construction to meet strict beverage industry hygiene standards
-
Automated Control Implementation
Advanced PLC control system with touch screen interface, enabling precise control of differential speed and feed rate for optimal separation
-
Installation & Performance Testing
Professional installation with minimal production disruption, followed by comprehensive performance validation and operator training programs
Project Overview
- Customer Industry Tea Beverage Production
- Equipment Model LW450x1845C
- Actual Capacity 8m³/h
- Operating Speed 3500 RPM
- Centrifugal Force 3087G
- Main Motor 30kW
- Auxiliary Motor 7.5kW
Treatment Results
The ZK SEPARATION decanter centrifuge has successfully transformed the customer's tea waste processing operations, delivering consistent dewatering performance and enabling sustainable waste management practices.

Performance Achievements
- Processing Efficiency: Consistent 8m³/h throughput capacity within design parameters of 5-10m³/h
- Moisture Reduction: Significant reduction in tea residue moisture content, enabling cost-effective disposal
- Liquid Recovery: High-quality liquid phase recovery for potential reuse or for downstream treatment toward compliant discharge
- Operational Reliability: Stable continuous operation with minimal maintenance requirements
- Energy Efficiency: Optimized power consumption with dual-motor configuration ensuring operational cost control
- Food Safety Compliance: Food-grade construction meeting industry hygiene and safety standards
Customer Testimonial
"We're very pleased with the ZK SEPARATION decanter. It has surpassed our expectations for processing tea residue. The equipment is reliable, the results are consistent, and it has significantly lowered our waste disposal costs, all while upholding the strict hygiene standards of the beverage industry. The 8m³/h capacity fits our production line perfectly."
— Production Manager, Tea Beverage Production Company
ZK SEPARATION Technical Advantages
Food Industry Expertise
Specialized design for food and beverage applications with food-grade materials and hygienic construction meeting strict industry standards.
Optimal Bowl Design
Precisely engineered bowl geometry and conveyor configuration optimized for tea residue characteristics, ensuring maximum separation efficiency.
Robust Drive System
Dual-motor configuration provides reliable operation with excellent torque characteristics for handling variable feed conditions.
Process Flexibility
Adaptable operating parameters to accommodate varying tea residue types and processing requirements across different production schedules.
Maintenance Excellence
User-friendly design with accessible components and comprehensive maintenance support ensuring long-term operational reliability.
Environmental Benefits
Effective waste volume reduction and liquid recovery supporting sustainable production practices and environmental compliance.